


Vor einiger Zeit war die Verkabelung und Herstellung einer Leiterplatte für Ihr Gerät für fast jeden Funkamateur eine obligatorische Fähigkeit. Einerseits gibt es keinen Ort, an den man gehen kann - niemand wird es für Sie tun, und andererseits beinhaltet der Prozess eine angemessene Menge an Wissen und praktischen Fähigkeiten, die nicht überflüssig sind. Und denken Sie daran, wie diese Leiterplatten gemalt wurden ... Wo auf Transparentpapier Tinte gezeichnet ist, von der mehr als eine Generation von Studenten an Universitäten für technische Bereiche betroffen war.
In der Tat gibt es verschiedene Methoden zur Herstellung einer Leiterplatte. Wenn wir über die chemische Auflösung ungeschützter Kupferabschnitte auf folienlaminiertem Kunststoff sprechen, war die erste historisch eine Methode des manuellen Zeichnens - ein vulgärer Zeichenstift, oft ein spezieller Glasstift. Sie verwendeten auch Plastikkapillaren, die aus einer dickwandigen austauschbaren Ampulle mit einem Kugelschreiber oder besser aus Metall von medizinischen Spritzennadeln gezogen wurden. Es gab eine Reihe spezieller Techniken im Zusammenhang mit dem Tuschezeichnen, mit denen Sie gleichmäßige Spuren, spezielle Lineale mit Beinen oder einer erhöhten Kante zeichnen konnten, um die Spuren nicht zu verschmieren. Ging um die Hände Rezepte für einfach zu zeichnende Kompositionen - nicht in der Nadel trocknen und nicht verschmiert.
Als PCs nicht mehr exotisch waren, stellte sich heraus, dass es neben Spielen eine Reihe sehr nützlicher, recht komplexer Programme gab - die sogenannten "CAD" (Computer Aided Design Systems), darunter auch solche, die sich insbesondere an unseren Amateurfunk-Angelegenheiten orientierten elektronisch Industrie als Ganzes. Ganz am Anfang, in der Zeit der „286er“ und „386er“, als „Frosch A weiter springt als Frosch B“, erinnere ich mich, dass es einfache Programme gab, die es dennoch ermöglichten, die Arbeit des „Verfolgens“ der Bretter erheblich zu vereinfachen - vor ihnen malten sie auf Millimeterpapier oder einfach auf ein Stück Papier in einer Schachtel.Darüber hinaus war es möglich, die fertige Zeichnung im Maßstab 1: 1 zu drucken (es gab immer nicht genügend Patronen auf einem Carbon-Matrix-Matrixdrucker) und sie mit Klebeband am Folien-Glasfaserrohling zu befestigen, um die Mitten zukünftiger Löcher auf dem Ausdruck zu tönen - dadurch waren die Löcher auf der Platte viel gleichmäßiger und genauer gesagt, was für Mikroschaltungen sehr wichtig war. Trotzdem wurden die Wege mit den Händen gezeichnet, trotzdem mit einer Routenmarkierung.
Wenig später gerieten Nadeldrucker in Vergessenheit und wurden durch Laser- und Tintenstrahldrucker ersetzt. Ich vermute, dass die Amateurleute von Anfang an, als sie Leiterplatten auf einem Computer zeichneten, von der Frage gequält wurden - wie würde ich diese Schönheit so vom Bildschirm übertragen, sonst kam sie schmerzhaft "da" und ungeschickt "hier" heraus, etwas mit es musste getan werden. Als Laserdrucker, das „Wunder der feindlichen Technologie“, relativ gesehen nicht nur bei Dekanen, sondern auch in Abteilungen und Menschen auftauchten, um herauszufinden, was geschah, wurde die Technologie mit der Übertragung von geschmolzenem Toner, einem Eisen, bekannt als „LUT“ (Laserbügeln), geboren ) Nun, bald zogen sich spezialisierte Chemikalien hoch.
Letztere ermöglichen es Ihnen, zu Hause ein sehr einfaches Mittel zu organisieren, einen industriellen Prozess, und eine sehr gute Qualität der Endprodukte zu erzielen. Ja, als Gerät zum Drucken von Fotomasken ist dies zulässig. Darüber hinaus wird direkt empfohlen, dass der Drucker ein Tintenstrahldrucker ist. Im Gegensatz zu einem Laserdrucker erwärmt er beim Drucken Papier und Film nicht und der Ausdruck entspricht sehr genau den angegebenen Größen. Nun, die Fotomaske erweist sich als „dichter“ - das heißt, schwarz, im Licht ist sie schwarz, nicht grau.
Wir werden also den gesamten Prozess im Detail betrachten.
Was für ihn gebraucht wurde.
Werkzeuge
Erfordert den Zugriff auf einen Computer mit einem Drucker, einem kleinen Tischwerkzeug und Behältern der für die Entwicklung und das Ätzen geeigneten Größe. Sie benötigen auf jeden Fall eine UV-Lampe. Weiche Bürste.
Material.
Transparente Folie zum Drucken auf dem Druckertyp, zu dem Sie Zugang haben, Lack-Fotolack, Chemikalien zum Entwickeln (NaOH, "Mol"), zum Ätzen (optional Eisenchlorid, Kupfersulfat mit Salz, Zitronensäure mit Wasserstoffperoxid) in der Tat das Werkstück selbst.

Ich habe so einen Fotolack in einer Aerosolverpackung bekommen. "Positiv" ist in dem Sinne, dass beim Drucken einer Fotomaske das Bild nicht in ein Negativ übersetzt werden muss - alles, was auf der Schablone schwarz ist, wird aus der Ätzlösung lackiert und verbleibt in Form von Ausbuchtungen auf dem Rohling.
Als erstes schneiden wir das Werkstück. Wenn es sich um ein Stück Eisen handelt, ist alles klar. Wenn es sich um laminierten Kunststoff mit einer Folienschicht handelt, sollten Sie sich um ein einfaches Werkzeug kümmern, das es viel einfacher macht.

Der Fräser besteht aus einem gebrochenen Bügelsägeblatt, der Zahn wird mit einem „Schleifer“ gesägt, ein Griff ist erforderlich, aber es lohnt sich nicht zu ästhetisieren - das Werkzeug ist nicht zu langlebig, die „Klaue“ muss regelmäßig aktualisiert werden - die Glasfaser ist ein abrasives Material.
Der Rohling sollte mit einer „Zulage“ geschnitten werden - zehn Millimeter auf jeder Seite erweisen sich als ungeeignet für einen Qualitätsdruck.
Nach dem Schneiden des Werkstücks wird es mehrmals gründlich mit feinem Schleifpapier geschliffen, wobei zwischen den Schleifrichtungen gewechselt wird. Die Oberfläche des Werkstücks sollte flach und matt sein. Sie können die vorbereitete Oberfläche nicht mit den Händen berühren - fettige Stellen lassen den Lack nicht fest haften. Es ist besser, noch vor dem Schleifen einen sauberen Handschuh auf die linke Hand zu legen und das Werkstück nur daran zu halten.
Nach dem Schleifen wird die vorbereitete Oberfläche lackiert. Dünne Schicht (ein häufiger Fehler ist, dicker zu gießen, die Schicht sollte leicht sichtbar sein und nur). Es ist besser, das Werkstück so zu kippen, dass überschüssiger Flüssiglack abfließt. Es ist klar an einem belüfteten Ort oder auf der Straße und bei schwachem Licht, um nicht sofort zu leuchten. Nach dem Ablassen des Überschusses wird das Werkstück horizontal in eine zuvor vorbereitete undurchsichtige Trockenbox gelegt.
Trocknen Es gibt zwei Möglichkeiten - "natürlich" - mindestens einen Tag bei Raumtemperatur und "gezwungen" - in einem Ofen bei 75 Grad Celsius, eine Viertelstunde.In diesem Fall muss der Trockenschrank mit einem PID-Regler ausgestattet sein, da sonst ein erheblicher Temperaturabfall nicht vermieden werden kann und das Werkstück höchstwahrscheinlich beschädigt wird. Unter Fabrikbedingungen trocknen sie nicht gerne bei Raumtemperatur - lange Zeit besteht ein hohes Risiko, dass sich Staubpartikel auf der klebrigen Oberfläche verfangen. Wir haben es eilig, als gäbe es keinen Ort.
Drucken Sie während des Trocknens des Werkstücks eine Fotovorlage. Auf einer transparenten Folie zum Drucken auf unserem Druckertyp. Aus dem Programm, in dem die Zeichnung entwickelt wurde. Die Druckqualität sollte auf Maximum eingestellt sein. Grundsätzlich reicht ein Durchgang aus, aber auf dem großen Feld des Endprodukts sind kleine „Wunden“ sichtbar. Um sie zu minimieren, sollten Sie das Belichtungsintervall so klein wie möglich halten und es sehr genau zählen, vorzugsweise mit einer Stoppuhr.
Eine dichtere Fotomaske, die mehr Freiheiten ermöglicht, kann an einer Stelle doppelt gedruckt werden, wenn der Mechanismus unseres Druckers Blätter genauso verschluckt. Wenn nicht, ist es besser, zwei Kopien zu erstellen und sie mit Klebebandstücken übereinander zu legen. Schau dir das an.
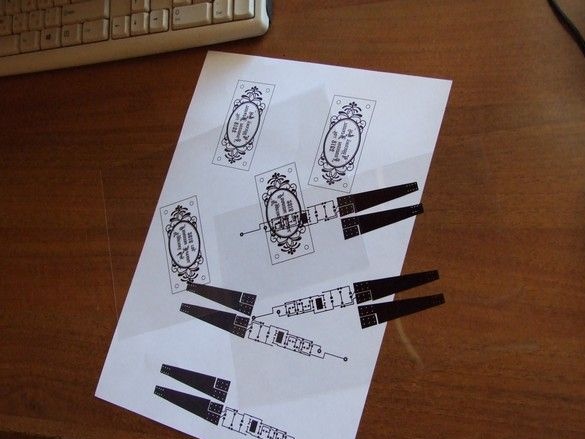
Es werden zwei identische Fotomasken gedruckt. Spiegeln Beides. Um sie mit der Tintenseite am Werkstück zu befestigen - eine Maßnahme, die sich positiv auf die Auflösung des zukünftigen Drucks auswirkt.
Gedruckte Muster werden mit einer Schere geschnitten, und bei einer der Kopien ist es besser, etwas weniger als die zweite zu machen - es ist bequemer, sie mit Klebeband zu befestigen. Vier wenige Zentimeter lange, schmale Klebebandstücke werden vorab zugeschnitten und an die Kante des Desktops geklebt.

Eine Vorlage mit großen Rändern wird auf ein weißes Blatt Papier mit einer Tintenschicht auf dem Papier gelegt. Eine Vorlage mit kleineren Feldern wird oben platziert und durch Verschieben wird die Zeichnung präzise kombiniert. Auf einem weißen Hintergrund ist ein Blatt Papier sehr praktisch. Wir halten die obere Schablone mit einer Hand und befestigen ihre Kanten mit den vorbereiteten Klebebandstücken. Bestellung.

Mit einer einschichtigen Fotomaske vor dem Hintergrund des Schnees außerhalb des Fensters kann man sehen, dass sie etwas durchscheint.
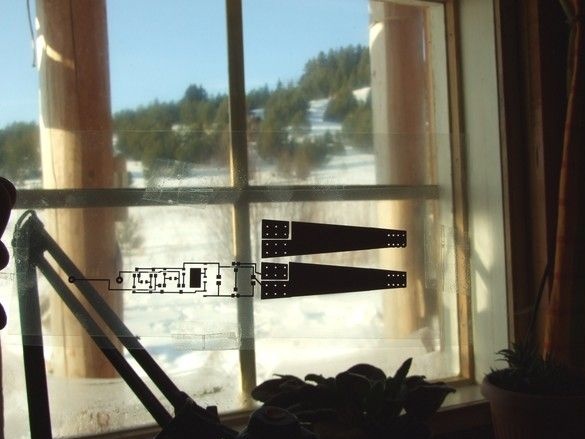
Bei zwei Schichten bleibt die schwarze Farbe vor dem Hintergrund desselben Schnees schwarz.
Nehmen Sie das Werkstück nach dem Trocknen bei schlechten Lichtverhältnissen heraus und überprüfen Sie es. Die Oberfläche sollte transparent, glänzend, lackiert und leicht lila sein. Höchstwahrscheinlich bildeten sich kleine Flecken an den Rändern, aber das wurde berücksichtigt. Die geringste Mattheit des Films zeigt an, dass die Beschichtung nicht für weitere Entwicklungen geeignet ist. Sie können solches Aceton ohne Bedauern abspülen, es wird nur Zeit gespart.
Belichtung. Unser Lack ist empfindlich gegen ultraviolettes Licht (UV). Die bequemste UV-Lichtquelle ist vielleicht eine energiesparende Lampe. Es reicht aus, es in eine Tischlampe mit einem geeigneten Sockel zu schrauben und der "Bestrahler" ist fertig.

Mit einer solchen Lampe können Werkstücke mit einer Länge von bis zu 200 mm freigelegt werden. Wenn Sie in einer Sitzung backen, um eine längere zu beleuchten, können Sie einen militärischen Trick anwenden - in Teilen belichten und die fertige mit einer undurchsichtigen Platte verschließen.
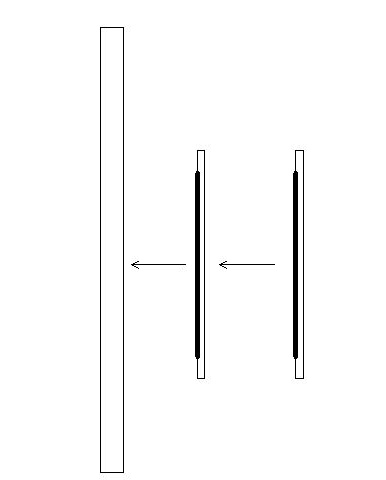
Belichtung. Der Rohling wird auf eine ebene Fläche gelegt, darüber die entsprechende Seite der Fotomaske, und all dieses Zeug wird mit Glas gepresst. Es ist praktisch, zwei identische Gläser zu schneiden und einen Rohling mit einer Fotovorlage dazwischen zu platzieren. Die Ränder der Brille können vorübergehend mit Büroklammern fixiert werden.

Die besten Ergebnisse werden jedoch mit einem elastischen transparenten "Kissen" erzielt. In den meisten Fällen ist es bei kleinen Werkstücken zweckmäßig, einen versiegelten Beutel mit Reißverschluss zu verwenden.
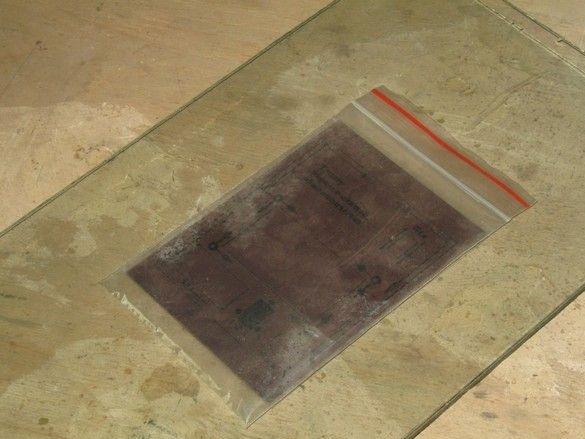
Wir blasen es ein wenig auf und schließen den Verschluss. Also, um eine Art "Matratze" zu bekommen. Es wird zwischen das obere Glas und die Fotomaske gelegt. Das Wesentliche seiner Anwendung ist ein gleichmäßig fester Clip der Fotomaske am Werkstück. Es gibt immer noch eine Methode zum Pressen durch Vakuum, aber viel einfacher. Wenn die Größe der Tasche mit dem Verschluss nicht ausreicht, können Sie eine solche Matratze selbst aus einer normalen Tasche oder nur aus Polyethylen löten.

Ein Papierstreifen wird auf die zu schweißende Stelle gelegt und eine erhitzte Lötkolbenspitze darüber gespannt. Geschwindigkeit und Temperatur sollten im Voraus ausgewählt werden. Ein Lötkolben ist wünschenswert durchschnittlich ~ 40 Watt, Leistung und Temperaturregelspitze.

Die Belichtungszeit sollte im Voraus durch ein einfaches Experiment ausgewählt werden - ein Fotolack wird auf den Rohling aufgetragen und eine Schablone wird gedruckt - 10 Minuten, 9 Minuten, 8 Minuten, 7 Minuten ... Dann wird ein Rohling mit einer solchen "temporären" Fotomaske unter die UV-Lampe gelegt, auf der alles außer "10 Minuten" abgedeckt ist. Nun, sagen wir mal - ein Stück Blech. Nach einer Minute verschieben wir die Platte, legen die Aufschrift „9min“ frei und fügen nach einer weiteren Minute „8min“ hinzu und so weiter. Nach der Entwicklung untersuchen wir das Ergebnis und schreiben mit einer UV-Lampe in die Arbeitsmappe und auf die Schachtel. Dies ist der Zeitraum, in dem die klarsten Drucke erhalten werden.

Es ist zu beachten, dass die Belichtungsbedingungen vollständig wiederholt werden sollten - dieselbe Lampe, der gleiche Abstand zum Werkstück, das gleiche Glas. Ein weiterer wichtiger Punkt - wie bei allen Leuchtstofflampen (Energiesparlampen) geht unsere UV-Strahlung reibungslos in den Betriebsmodus über. Das heißt, Sie müssen die Lampe einschalten, einige Minuten warten und dann einen Rohling mit einer Fotovorlage darunter stecken. Es ist sicherlich schade - es wäre verlockend, eine Zeitschaltuhr für den Fotodruck zu verwenden, aber dort wurden Glühlampen verwendet.
Nach der Belichtung legen wir das Werkstück erneut für 5 ... 10 Minuten in eine lichtdichte Box. Es ist wichtig.
Nach Exposition im Dunkeln - Entwicklung.
Die Entwicklung meines Lacks durch Alkali-NaOH wird in Trockengeschäften in Radiogeschäften verkauft. Es ist wasserlöslich. Es ist möglich und noch besser, eine Lösung eines Pfeifenreinigers wie „MOLE“ zu verwenden, die dieses Alkali enthält. Erstens ist es billig und erschwinglich, und zweitens ist die Wirkung einer solchen Reinigungslösung viel milder. Zwar enthalten nicht alle Varianten des „MOLE“ dieses Alkali. Konzentration - 60 ml pro 1 Liter Wasser. Ein Schal oder ein Stück unseres Eisenstücks wird mit einer Alkalilösung in einen geeigneten Trog getaucht, und nach ein paar Minuten Wartezeit fächern wir die Oberfläche des Stücks in Lösung mit einer sehr weichen Bürste leicht auf. Die Lackbereiche, die sich unter den transparenten Bereichen der Maske befanden, sollten sich aufzulösen beginnen. Am Ende wird es einen ziemlich gut markierten, klaren Abdruck geben.
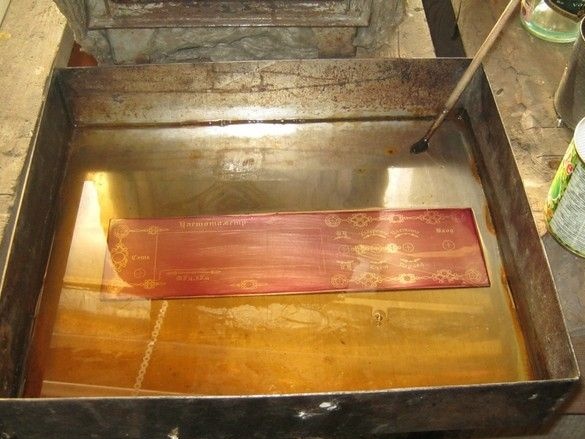
Wir waschen das Werkstück sofort in sauberem Wasser und legen es in die Beizlösung.
Es gibt verschiedene Rezepte zum Ätzen von Kupfer und seinen Legierungen. In letzter Zeit scheint ein Rezept mit Wasserstoffperoxid und Zitronensäure an Popularität gewonnen zu haben. Ladies ', eine solche Lösung - um zu Hause nichts zu beflecken und Zutaten im üblichen Lebensmittelgeschäft und in der Apotheke zu kaufen. Damit sind seine Vorteile erschöpft. Die Kosten für Komponenten in Bezug auf das erforderliche Volumen sind nicht billiger als Eisenchlorid. Das letzte ist ein Lehrbuchrezept. Es funktioniert schnell, besonders wenn es erhitzt wird, jetzt ist es ziemlich erschwinglich. Es ist notwendig, sorgfältig zu arbeiten - der Stoff und die Hände sind sehr farbig. Und schließlich ist das billigste Rezept zwei Teile Speisesalz, ein Teil Kupfersulfat. Letzteres wird in Baumärkten mit Gartenbias verkauft. Bei guter Erwärmung funktioniert es nicht schlechter als Eisenchlorid. Echte Kupferverbindungen sind giftig - kein „Senf-Sarin-Soman“ -Kurs, eine isolierende Gasmaske ist nicht erforderlich, aber das Händewaschen nach der Arbeit tut nicht weh.
Damit die Chemikalien und Utensilien vorgewählt sind, wird die Lösung vorbereitet. Wir legen den entwickelten Rohling hinein. Ja, wenn es sich um ein Stück Eisen handelt, sollte die Rückseite nicht durch die Lösung korrodiert werden und die Lösung selbst sollte vor unnötigen Ausgaben geschützt werden. Schützen Sie die Oberfläche vor dem Zugang der Ätzlösung, z. B. Nitro-Lack. Dies sollte vor dem Beschichten des Lackfotos erfolgen. Das heißt, die Rückseite des Knüppels unseres Eisenstücks ist mit Nitro-Lack bedeckt, wobei nicht zu vergessen ist, die Enden zu beschichten. In ein paar Schichten ist der Vorteil, dass es schnell trocknet. Nach dem vollständigen Trocknen reinigen wir die Arbeitsfläche mit einem feinen Schleifpapier und tragen empfindlichen Lack aus einer Sprühdose auf.
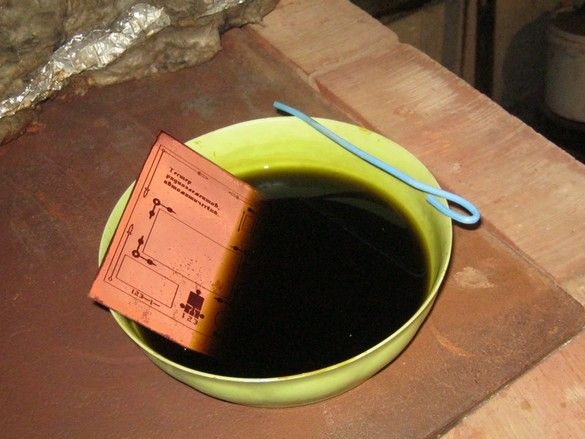
Während des Ätzens bildet sich auf der Oberfläche des Werkstücks eine Schicht von Reaktionsprodukten, die einen guten Zugang zu frischer Lösung verhindert und die Reaktion verlangsamt. Der Prozess läuft beim Waschen von Produkten viel schneller ab. Es gibt verschiedene bewährte Methoden: Legen Sie das Werkstück verkehrt herum in die Lösungsschicht, indem Sie es beispielsweise auf einem schwimmenden Schwimmer aus einem Stück Schaumstoff befestigen.Es gibt verschiedene Möglichkeiten, die Lösung zu bewegen - von speziellen Magnetrührern wie chemischen Rührern bis hin zu Luftblasen und Vibrationen eines leistungsstarken Lautsprechers oder Lautsprechersystems, das im Generatormodus an einen Verstärker im Generator angeschlossen ist. Natürlich läuft der Vorgang so ab, aber in diesem Fall lohnt es sich viel länger, die Küvette in die Nähe zu stellen und die Lösung häufiger zu schütteln.
Apropos Küvetten: Wenn es keinen Behälter mit einer geeigneten Größe gibt, können Sie die Seiten der Blöcke herstellen und die Innenseite mit Polyethylen auskleiden. Arbeitslösungen (Beizen und Entwickeln) werden bequem in rechteckigen Kunststoffbehältern mit verschlossenem Deckel aufbewahrt, da sie sonst verdampfen.

Kleine Werkstücke können direkt in Behältern verarbeitet werden, dazu wird ein Gitter mit einem Griff aus Draht in Isolierung aus einem Stück eines Bienensammlers von Propolis hergestellt.

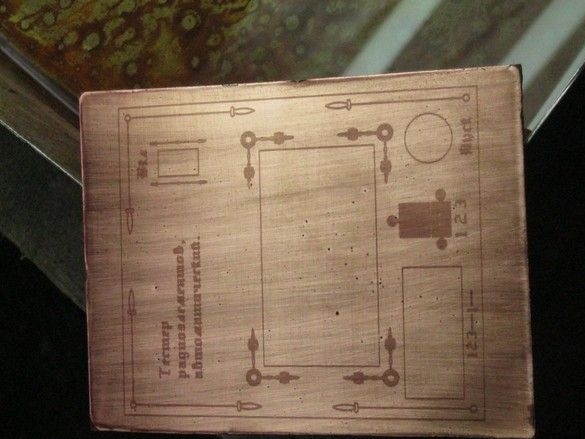
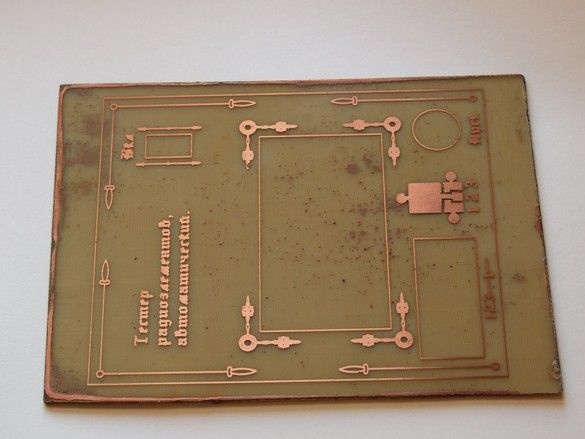
Wenn das Ätzen abgeschlossen ist, wird Kupfer vollständig in den ungeschützten Abschnitten der Leiterplatte gelöst, eine Zeichnung mit ausreichender Tiefe wird in Stahlgehäusen geätzt, das Werkstück wird gründlich mit Wasser gewaschen und getrocknet. Eine Schutzlackschicht wird mit einem mit Aceton angefeuchteten Stück Lappen entfernt oder mit einem mittelgroßen Schleiftuch mechanisch gereinigt.
Wenn es sich bei dem Werkstück um eine Leiterplatte handelt, müssen die Zulagen, Bohrlöcher und, falls gewünscht, Zinn abgesägt werden.
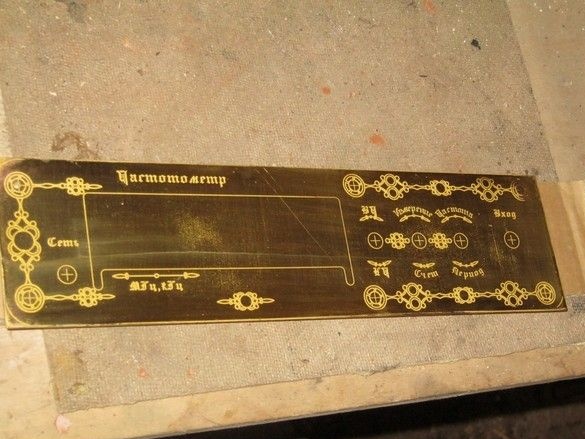
Wenn es sich bei dem Werkstück um ein Stück Eisen handelt (Maßstab, Typenschild, Tafel), ist die geätzte Zeichnung „zu zeigen“ - füllen Sie die Aussparungen mit einer dunklen vor hellem Hintergrund. Am besten mit Patinierung - künstliche Patina. Patinierung ist eine weitere interessante Geschichte.
